球面湾曲ピエゾ素子の主要な設計パラメータ: 半径、開口部、厚さ
集中 超音波トランスデューサー は、「球面に湾曲したピエゾを使用してビームの焦点を合わせる」という一見単純な文で始まることがよくあります。すると現実が見えてきます。ビームは CAD が予測した場所に正確に焦点を合わせません。素子を接着すると共振がシフトします。同じバッチからの 2 つのパーツはわずかに動作が異なります。 「完璧な」曲率は製造が困難または高価であり、1 つの幾何学的パラメータの小さな変更が他の幾何学的パラメータに静かに影響を及ぼします。
この記事は、すでに基本を知っているデザイナー向けに書かれています。 ピエゾ材料 と厚みモード共振を研究しており、球面湾曲の実用的なメンタル モデルを必要としている人 (カスタム球面キャップピエゾ) セラミック。レシピではありません。貿易空間のマップです。
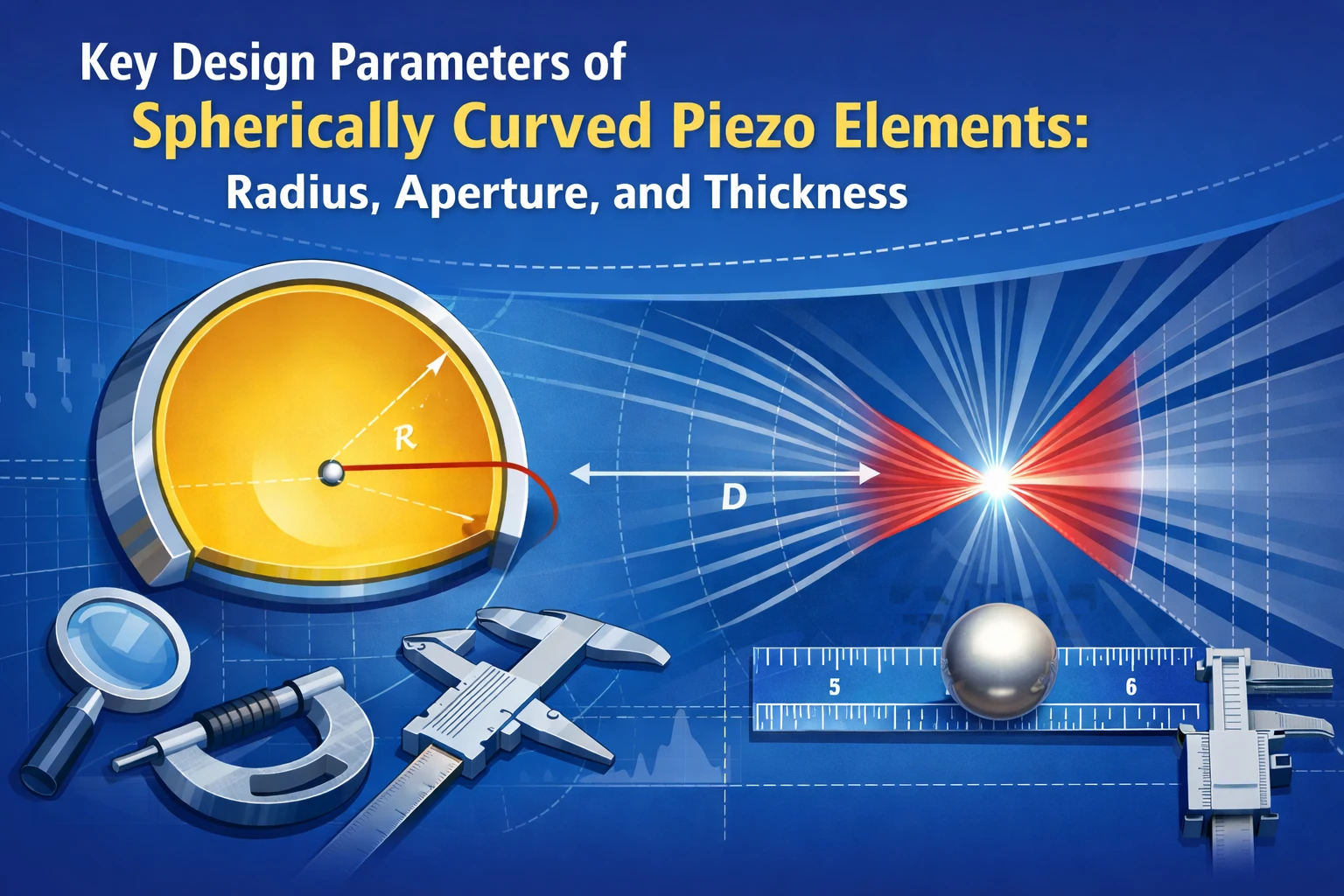
設計の初期段階で指定する 3 つのパラメータに焦点を当てます。
- 曲率半径(R)。収束する幾何学的傾向を設定します。
- 開口径(D)。 「レンズ サイズ」を設定し、焦点と強度を制御します。
- セラミックの厚さ(t)。主に厚みモードの共振を設定しますが、曲率応力、モード純度、製造可能性にも関係します。
重要なメッセージ: これらのパラメータは独立して機能しません。それらの相互作用が、焦点を絞ったピエゾ設計が本質的に妥協主導になる理由です。
1) 「球形キャップピエゾ」とは実際には何なのか
球面キャップピエゾ素子は、凹凸のある球面を備えた圧電セラミックシェルセグメントです。実際には、これはスタックの一部です。
- セラミックは通常、 電極付き 内面と外面に の模様が施されています。
- 通常は 結合 をバッキング、キャリア、または金属カップに貼り付け、フロント媒体 (水、ジェル、ティッシュ、空気などのマッチング層付き) に結合させます。
- アセンブリは、フリーセラミックとは決して同じではない音響境界条件を作成します。
したがって、この要素は単なる「幾何学レンズ」ではありません。これは、境界条件を伴う応力下の共鳴電気機械構造です。
2) 曲率半径。焦点距離は単一の数値ではありません
2.1 一次幾何学
光学のたとえで育ってきた人なら、次のことがわかるでしょう。 半径 R そして「焦点距離」について考えてみましょう。純粋に幾何学的な意味では、球形のキャップはその半径に匹敵する距離の周りに焦点を合わせる傾向があります。その直感は役に立ちますが、不完全です。
2.2 実際の焦点が移動する理由
超音波では、重要な「焦点」は次の結果によって決まります。 開口部全体の 位相分布。半径は位相曲率を駆動します。しかし、放射面の位相は、加工された曲率とは関係のないものによって変化します。
一般的なフォーカスシフター:
- フロントメディアによるロード。水や組織は放射面に負荷を与え、実効的な振動分布を変化させます。媒体内の音速と減衰によっても、最大圧力の位置が変化します。
- 結合層の厚さと剛性。数十ミクロンの接着剤の変動により、特に薄いキャップや高度に湾曲したキャップの場合、モード形状が変化するほど境界剛性が変化する可能性があります。
- バッキングインピーダンス。高インピーダンスの裏地はエネルギーをセラミックに反射して実効位相を変える可能性があります。損失の多いバッキングにより帯域幅は広がりますが、ピーク圧力は低下します。
- 製造時の曲率偏差。 「R」は公称値です。実際の部品には半径公差、表面のうねり、局所的な偏差があります。
したがって、フォーカスは、 分布。テスト データには、完全な点ではなく焦点領域 (焦点深度) が示される可能性があります。
2.3 トレードオフ。 R を短くすると収束性が向上しますが、感度も向上します
設計者は、焦点を絞るために半径を小さくしようとすることがよくあります。コストは「製造の困難化」だけではありません。それはまた、 小さなエラーに対する感度が高い.
- R が小さいほど波面曲率が大きくなります。局所的な偏り、傾き、または接合の不均一性があると、位相誤差がさらに大きくなります。
- R が小さいほど、成形/焼結中の機械的応力が高く、微小亀裂や反りのリスクが高くなることがよくあります。
- アセンブリでは、R が小さくなると、厚み以外のモードが関与する可能性が高まり、共振がシフトし、サイドローブが追加される可能性があります。
設計レビューにおける良い経験則: 積極的な曲率を要求する場合は、公差の制御とテストの反復に多くの予算を費やす必要があります.
3) 開口径。強度とスポットサイズの隠れた要因
3.1 開口部とエネルギー密度
開口径 D はアクティブな放射面のサイズです。 D を増やすと、音響パワーを放射するためのより多くの領域がシステムに与えられます。電気駆動とカップリングが安定している場合、開口部を大きくすると、焦点上でより高い軸上圧力を供給できます。
しかし、「より多くのエリア」はフリーランチではありません。
- 口径が大きくなるほど、維持が難しくなります 均一な電気機械駆動 表面全体に。
- キャップが大きいほど、 不均一な厚さ、電極の不均一性、および結合勾配.
3.2 絞りと焦点サイズ
焦点スポットのサイズは主に次によって決まります。 どれだけの波面を収集するか とそれをどれだけ強く収束させるか。簡単に言うと:
- ビガーD はスポット サイズを縮小し、エネルギー集中を増加させる傾向があります。
- ビガーD は焦点深度も浅くなる傾向があります (ウエストがきつくなると作業範囲が短くなります)。
言い換えれば、D はより鮮明な焦点を目指しますが、多くの場合、アライメントが厳しくなり、使用できる軸範囲が狭くなります。
3.3 トレードオフ。 D が大きいと、アライメントと組み立てのリスクが増加します
集束トランスデューサーは、セラミックを装ったアライメントマシンです。
- より大きな絞りにより、 チルトエラー キャップとターゲット軸の間の により、より強い軸外収差が発生します。
- 取り付け時の小さな偏心は、測定可能な焦点のずれになります。
- 活性領域が広いほど、次のような可能性が高くなります。 サポート器具 または金属カップは非対称の制約を導入します。
製品が公差の積み重ねが避けられない製造環境向けである場合、 わずかに小さい絞り は、安定した生産収率と継続的な再加工の違いとなる可能性があります。

4) 厚さ。周波数の決定。カップリングノブも
4.1 厚みモード共振が出発点
厚みモードラジエーターとして使用されるほとんどの圧電セラミックでは、基本共振周波数
は主に次のように設定されます。 厚さ t と実効音速 セラミックの 。このステートメントは十分に真実であり、有用ですが、「t を設定し、f を取得する」という危険な仮定を招きます。実際には、t を設定すると、システムは f に移動します。
4.2 周波数が公称厚さ値からシフトする理由
現実世界の周波数は、機械システムと音響システム全体に依存します。
- 曲率により剛性分布が変化する。湾曲したシェルは平らなプレートと同じではありません。曲率により膜のような動作が導入され、モード結合が変化する可能性があります。
- 電極質量とメッキ。厚い電極や不均一な電極は質量を追加し、特に高周波の場合、共振をわずかにシフトさせる可能性があります。
- 結合層。接着剤は質量と柔軟性の両方を追加します。変動により、有効な境界条件が変化します。
- プリロードとクランプ。キャップが機械的に拘束されている場合、共振が移動し、追加のモードが発生する可能性があります。
したがって、厚さは次のように扱うのが最適です。 支配的 周波数レバーではなく、 のみ レバー。
4.3 トレードオフ。周波数が高くなるほど薄くなり、脆弱性とプロセス感度が向上します
高周波に焦点を当てた要素は、薄いセラミックに向かうことがよくあります。それは制約を生み出します。
- 薄いセラミックは、取り扱い、接着、または熱サイクル中に亀裂が入りやすくなります。
- 薄いキャップは厚さの許容差の影響をより受けやすくなります。絶対偏差が小さいと、誤差のパーセンテージが大きくなります。
- 薄いシェルは半径方向または曲げモードへの結合を増加させ、厚さ応答を汚染し、インピーダンス整合を複雑にする可能性があります。
高頻度が必要な場合は、次の計画も必要です。 歩留まり、取り扱い、再現性のあるアセンブリ.

5) 相互依存。形状、共振挙動、および製造可能性が結合されています
ここでデザインが直感的ではなくなります。
5.1 R、D、t は結合された三角形を形成します
焦点を当てた要素は、結合された 3 つの「予算」によって制約されると考えることができます。
- 音響集中の予算。 R と D によって制御されます。位相曲率と十分な絞りが必要です。
- 共振とモード純度のバジェット。 t によって制御されますが、曲率と境界の制約によって強く影響されます。
- 製造と収量の予算。曲率の強さ、パーツの大きさ、薄さによって制御されます。
いずれかのコーナーを押しすぎると、別のコーナーが押し戻されます。
- R が小さく、D が大きいと収束が向上しますが、曲率誤差やアセンブリの傾きに対する感度が高くなります。
- t が小さくなると周波数は増加しますが、脆弱性、厚さ公差の感度、およびモード汚染のリスクが増加します。
- D が大きくなると電力容量は増加しますが、電極の均一性の問題と接合の不均一性が増加します。
5.2 単一パラメータを「最適化」すると、システムのパフォーマンスが低下することがよくあります
いくつかの典型的な失敗パターン:
- 半径のみの最適化。焦点距離に達するように R を設定します。この部品は空気中では「十分近く」に焦点を合わせますが、水中では焦点のピークがシフトし、サイドローブが上昇し、システムは小さな傾きに敏感になります。最終的には機械的な位置調整ハードウェアを追加することになり、コストと体積が増加します。
- 絞りのみの最適化。 D を大きくすると、スポットが狭くなり、強度が高くなります。より大きな表面にわたる結合勾配により位相誤差が生じるため、アセンブリはバッチごとにばらつきを示します。より小さな開口部の設計よりもフィールドの再現性が低くなります。
- 厚さのみの最適化。 t をターゲット周波数に設定します。接合後、共振がシフトし、インピーダンスが変化します。次に追加します 一致するレイヤー またはバッキングを変更します。モード分布が変更されたため、フォーカスの動作が再び変更されます。
教訓は「最適化してはいけない」ということではありません。レッスンは 公差モデルを使用してシステムを最適化する、単一の公称形状ではありません。
6) 不確実性と許容誤差。設計は偏差予算に応じて決まります
集束超音波では、デバイスは本質的に位相感応型ラジエーターであるため、小さな幾何学的偏差が大きな音響誤差になる可能性があります。
6.1 最も重要な逸脱は何か
すべての耐性が同じように害を及ぼすわけではありません。
- 曲率偏差(ΔRと局所的なうねり) は開口全体で位相エラーを引き起こします。
- 厚みの不均一性 (キャップ全体のΔt) は局所的な共振をシフトし、不均一な振動振幅を生成します。
- 絞りエッジの品質 は境界条件に影響します。欠けやエッジの欠陥により亀裂が生じ、非対称性が生じる可能性があります。
- 電極の均一性 はドライブの分配に影響を与え、共振をわずかにシフトさせる可能性があります。
6.2 実際の現実。単一の値ではなく分布を使用して設計します
堅牢で焦点を絞った設計には通常、次のものが必要です。
- R、D、t の指定された許容範囲エンベロープ。 測定方法 (R はどのように検証されますか?曲面の厚さはどのように測定されますか?)。
- ボンドラインの厚さと同心度を制御する組み立て計画。
- テスト計画では、 インピーダンス だけでなく、複数のユニットにわたる音場 (圧力マップまたはハイドロフォン スキャン) も含まれます。
設計プロセスが理想的な形状と完璧な接合を前提としている場合、最初の量産ビルドは非常に高価な教育となるでしょう。

7) 実践的な考え方。真実でなければならないことから始める
これは多変数であるため、「最適な」ジオメトリを追求するのではなく、制約から始めると役立ちます。
7.1 譲れないものを定義する
一般的な交渉不可事項:
- 必要な周波数範囲または帯域幅。
- 許容される駆動電圧とデューティ サイクル (熱制限は実際のものです)。
- 実際の媒体で必要な焦点距離範囲。
- 最大許容トランスデューサ サイズ。
- 生産収量目標。
これらを設定すると、R、D、t は制約ボックス内の決定変数になります。
7.2 反復を予測し、意図的に割り当てる
適切なモデリングを行ったとしても、次の理由から反復することになります。
- 材料の特性は、バッチ、温度、ポーリング条件によって異なります。
- 境界条件を正確にモデル化するのは困難です。
- 実際の媒体の音場には、減衰、散乱、そして場合によってはキャビテーション効果が含まれます。
反復を行う余裕がない場合は、より保守的なジオメトリを選択する必要があります。そうしないと、理想的な仮定に基づいてプロジェクトに賭けることになります。
8) エンジニアリングの要点
- ラジアス(R) は収束する幾何学的傾向を設定しますが、実際の焦点は荷重、結合、および位相誤差に依存します。 R が小さいほど感度が高くなります。
- 絞り (D) は焦点のサイズとエネルギー密度を大きく推進しますが、アライメントと製造可能性のリスクが増加します。 D が大きいと堅牢性が低下する可能性があります。
- 厚さ(t) が支配的な周波数レバーですが、共振は曲率やアセンブリの境界条件によってシフトします。部品が薄くなると、脆弱性とモード結合のリスクが高まります。
- 相互依存がすべての物語。場の形成、共振挙動、および製造歩留まりが関連しているため、1 つのパラメーターを最適化すると、他のパラメーターが低下することがよくあります。
- 公差と分布を使用した設計。集束ピエゾは位相デバイスです。それは楽観的な仮定を罰します。
確実に出荷できる集束超音波製品を作りたい場合、「勝てる」設計がシミュレーションで最小のスポットを持つ設計になることはほとんどありません。これは、曲率が少しずれていても、結合線が少し変化していても、媒体が研究室よりも汚い場合でも、許容範囲内に動作するものです。
OEM プログラムの重点要素を文書化する場合は、公称 R/D/t、許容範囲、測定方法、接合前後のインピーダンス曲線、ターゲット媒体内の代表的な音場スキャンを含めることを検討してください。これらのアーティファクトは、データシートの見出しよりもエンジニアリングの信頼に役立ちます。
必要 エンジニアリングサポート トランスデューサ設計を最適化していますか?当社のチームは、お客様のアプリケーション要件を検討し、パフォーマンスと製造の現実のバランスをとる R、D、T の組み合わせを推奨します。